一.铜电极和石墨电极的比较
石墨电极
1) EDM加工速度和电流成正比。
2) EDM过程中,电流在25A以下时,粗打电极消耗较多,25A以上时,粗打电极消耗相对很少。
3) 在EDM加工工件面积较小时,增加石墨电极的个数,可以缩短放电时间。
4) 石墨电极不会在机加工时产生毛刺,机加工时间是加工铜的1/5
5) 相对铜电极,石墨电极比较轻,是铜的1/5,可以加工大型电极。
铜电极
1) EDM过程中,电流在20A以下时,加工速度和石墨电极基本没什么区别。
2) EDM过程中,电流40A以上时,精打时电极消耗迅速增大,电极与工件间隙也增大。
3) EDM完成后,工件表面光洁度相对比石墨电极要好些。
4) 铜电极在机加工过程中,会有毛刺的产生。
5) 相对石墨电极,铜电极比较重,是石墨的5倍,不适于加工大型电极。
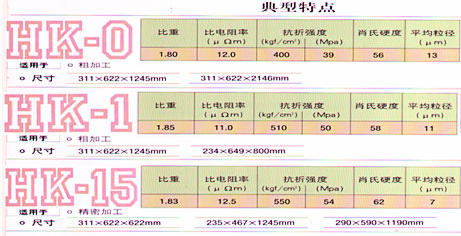
二.EDM 用石墨产品图片介绍 - HK

三.EDM 用石墨产品图片介绍 - HK-1

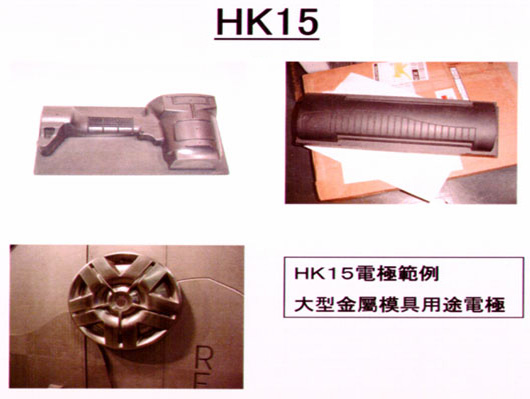
四.EDM 用石墨产品图片介绍 - HK-15
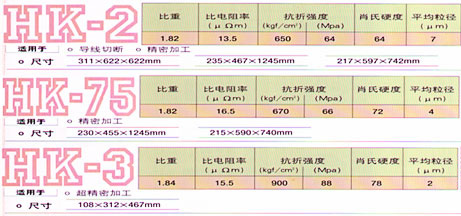
五.EDM 用石墨产品图片介绍 - HK-2

六.EDM 用石墨产品图片介绍 - HK-75

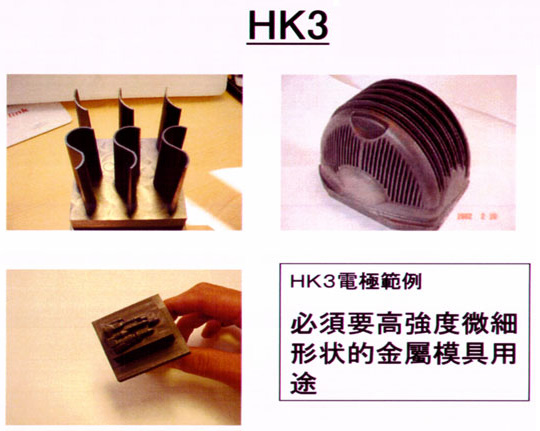
七.EDM 用石墨产品图片介绍 - HK-3
八.EDM 用石墨产品